What is Screen Printing? A Complete Guide for Custom Apparel and Corporate Merchandise
Screen printing is behind almost every bold graphic you have seen on a t-shirt or promo product. That vivid logo on the event tee that still looks sharp two years later? Screen printed. The branded polo your company orders every quarter? Screen printed. It is one of the oldest commercial printing techniques still in active, widespread use, and for good reason.
The process works by pushing ink through a stencilled mesh screen, one colour at a time. The ink sits on top of the fabric rather than soaking into it, which is what gives screen-printed designs their characteristic weight, opacity, and vibrancy.
This guide covers what is screen printing, how it works, the six main types, how it compares to alternatives, and a clear decision guide for when it is the right call and when it is not.
Is Screen Printing Right for You?
Before going into detail, here is a quick summary of where screen printing excels and where other methods will serve you better. Use this as a fast filter before reading further.
What is Screen Printing?
Screen printing is a technique that forces ink through a fine mesh screen stretched over a frame, using a squeegee to press the ink through a stencil and onto the surface below. Each colour in the design requires its own screen, its own pass, and its own layer of ink. The ink does not absorb into the fabric fibre the way dye does. It sits on top, building up as a physical layer you can see and feel.
Why The Ink Sits On Top?

The raised, opaque feel of a screen-printed graphic is a direct result of how the ink is deposited. Because ink builds on the surface rather than penetrating into the fibres, colours stay vivid even on dark fabrics, where dye-based methods struggle to achieve the same opacity.
Understanding what ink is used for screen printing matters here, and plastisol ink is the industry standard, valued for its opacity, durability, and ability to sit on top of the fabric without soaking in. The thickness of the ink layer also means the design remains tactile, with a slight raised texture that communicates quality.
This surface-level deposit is also why screen printing is so durable. When the ink is properly cured with a heat tunnel or flash dryer, it bonds firmly to the fabric, resisting fading, cracking, and washing in a way that thinner, ink-into-fibre methods cannot match over repeated use.
The One-colour-one-screen Rule
Every colour in a screen-printed design needs its own screen. A three-colour logo needs three screens, each aligned precisely before the ink is applied. This is called registration, and misaligned screens produce blurry edges and colour overlap.
This rule directly affects cost. A single-colour print is significantly cheaper than a six-colour print because screen setup is the main fixed cost. It also means photographic images and gradient-heavy designs are not a natural fit, they require halftone simulation, which adds screens and complexity. The sweet spot for screen printing is bold graphics with defined colours and clean edges.
What is Screen Printing Used For?
Screen printing works across a wider range of surfaces and industries than most people expect. The process is the same whether you are printing a limited-edition streetwear drop, a fleet of corporate uniforms, or a retail display — what changes is the ink, the substrate, and the finish. Here is where it shows up most.
Apparel

Customised t-shirts are the most common application by volume. Screen printing handles cotton, cotton-polyester blends, hoodies, caps, and polos consistently. The opacity of screen printing inks means logos hold their colour on both light and dark garments, which is why it dominates branded workwear, event merchandise, and team kits.
For those asking what is screen printing on shirts, it involves pushing ink through a stencilled mesh screen onto the fabric, creating vivid, wash-resistant prints. For orders above 24 pieces with designs of six colours or fewer, screen printing gives you the best per-unit cost and most durable result of any apparel printing method available.
Merchandise and Promotional Products

Corporate giveaways, event merchandise, conference tote bags, branded notebooks, and promotional products all use screen printing when volumes justify the setup cost. The method handles fabric, paper bags, cardboard, and coated materials.
For corporate gifting programmes or large-scale event runs, screen printing maintains consistent colour across hundreds or thousands of units, something digital methods struggle to guarantee at scale.
Signage and Displays

Retail signage, exhibition displays, and outdoor banners use screen printing for its colour density and weather resistance. When UV-resistant inks are used, screen-printed signage holds its colour outdoors for years. Point-of-sale displays and in-store branding that need to read sharply from a distance benefit from the thick, opaque ink deposit that screen printing delivers. For those wondering what is fabric screen printing, the same technique is applied to textiles, where ink is pressed through a mesh screen directly onto the fabric for bold, lasting prints.
Labels, Stickers, and Decals

Screen-printed custom labels and decals are common in industrial and outdoor settings where printed labels would degrade. The thick ink layer resists abrasion, chemicals, and extended UV exposure better than digitally printed alternatives, making screen printing the preferred method for equipment labelling, outdoor decals, and branded stickers designed for long-term use.
Other Surfaces
Screen printing is not limited to fabric and rigid surfaces. It works on balloons, sports gear, paper posters, and packaging inserts. Specialty inks, including UV-curable formulations, extend the method to glass, ceramics, and electronics casings.
Fun fact: the print on the back of most playing cards and the branding on many glass bottles are screen printed. The method is more present in everyday objects than most people realise.
How Screen Printing Works: Step by Step
Understanding the process helps you brief your printer more precisely, catch problems early, and make design decisions that work with the method rather than against it.
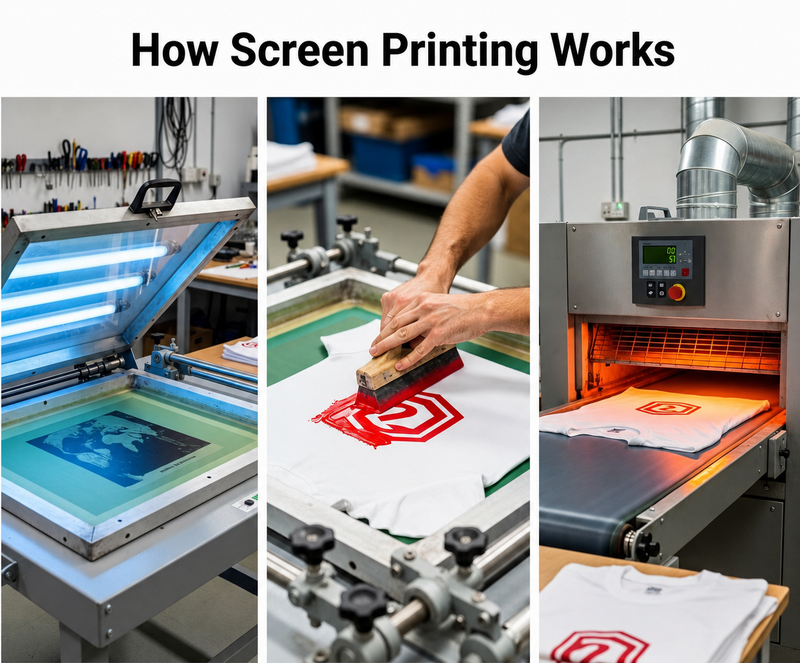
Step 1: Create the stencil. The design is separated into colour layers and printed onto acetate or Mylar film, one sheet per colour. Areas covered in ink block UV light during exposure; open areas allow it through.
Step 2: Prepare the screen. A mesh screen is coated evenly with photo-sensitive emulsion using a scoop coater. After coating, the screen dries in a dark room. Uneven coating leads to pinholes or inconsistent ink transfer.
Step 3: Expose the emulsion. The film positive is laid over the coated screen and exposed under UV light. UV light hardens the emulsion wherever the design is not blocking it. Underexposure leaves soft spots that wash out; overexposure fills in fine detail and halftone dots.
Step 4: Wash out the stencil. After exposure, the screen is rinsed with water. The unexposed emulsion washes away, leaving open mesh where ink will pass. The hardened emulsion stays as the stencil, precise and reusable across hundreds or thousands of prints before degrading.
Step 5: Press the ink through. The item is placed flat on a printing board and the screen positioned over it. Ink is placed on top and the squeegee is pulled firmly across at a consistent angle, typically 45 to 75 degrees. The ink passes through the open mesh and onto the surface below.
Step 6: Cure. Each ink layer is fully cured using a flash dryer between colours or a heat tunnel at the end of the run. Proper curing determines durability: undercured ink will crack and peel within a few washes.
6 Types of Screen Printing
Spot Colour

The most common type. Each colour is printed as a solid, flat layer with its own screen. No blending, no halftone simulation. Best for logos, bold graphics, text, and designs with defined colour areas. Most cost-efficient and the default for corporate and branded merchandise.
Halftone
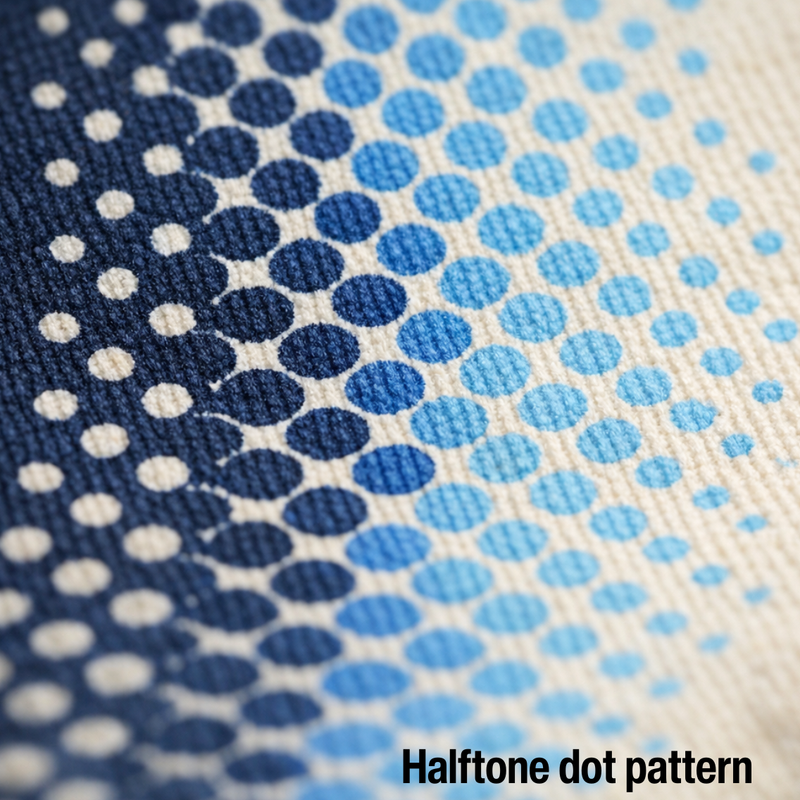
A single colour is broken into dots of varying size and spacing to simulate gradients and tonal depth. Works well for vintage-style prints and editorial graphics that need tonal range without adding screens. Requires a higher mesh count and precise exposure to hold fine dot detail.
Grayscale
Uses black, white, and grey tones to produce a monochromatic result. A lower-cost option for designs that suit a graphic or editorial aesthetic. On white or light garments, grayscale prints have a clean, high-contrast finish.
Duotone

Two contrasting colours combined to create depth and dimension with a minimal screen count. Popular in streetwear and limited-edition drops where a small colour palette is a deliberate design choice rather than a budget constraint.
CMYK (4-colour process)

Cyan, magenta, yellow, and black inks printed in halftone dot patterns to reproduce a full-colour image. Best on light-coloured fabrics, the inks are translucent and rely on the white of the garment. On dark fabrics, colours appear muted and the method loses its effectiveness.
Simulated Process
The solution for full-colour or photographic designs on dark fabrics. Uses mixed inks and halftone dots to simulate a full colour range, with an underbase white layer printed first to create a bright foundation. Requires more screens, more setup time, and greater skill. The premium option for complex designs on dark garments, priced accordingly.
Screen Printing Equipment
Whether you are setting up in-house or briefing a vendor, understanding the equipment helps you ask the right questions and understand where cost comes from.
Full equipment list:
Design file (vector preferred, high-resolution minimum)
Mesh screens (one per colour, frame size matched to press)
UV exposure unit
Photo-sensitive emulsion and scoop coater
Squeegee (size matched to print area)
Ink (type depends on substrate and desired finish)
Flash dryer or heat tunnel for curing
Wash-out station for screen reclamation
Mesh Count
Mesh count is the number of openings per square inch. Higher counts hold finer detail; lower counts deposit more ink but cannot hold fine lines or halftone dots.
Low (38-110): Bold designs, specialty inks (glitter, shimmer), dark fabrics needing heavy ink deposit
Medium (110-160): General-purpose spot colour, most corporate work
High (230-305): Halftone printing, intricate designs, water-based inks
Ink Types
Plastisol: Standard. Vibrant, opaque, heat-cured at 160°C. Works on most fabrics and does not dry in the screen.
Water-based: Softer hand feel, soaks into the fibre, eco-friendly.
Discharge: Removes the fabric's dye and replaces it with ink colour. Cotton only. Produces a vintage, soft finish.
Specialty: Glitter, puff (raised texture), metallic, glow-in-the-dark, printed over a standard plastisol base.

Advantages of Screen Printing
Colour vibrancy: Exceptionally vivid colours, including on dark fabrics. Opaque inks hold intensity in a way dye-based and digital methods cannot always match.
Durability: Properly cured ink bonds firmly and resists fading, cracking, and peeling over repeated washing and heavy use.
Versatility: Works across fabric, paper, and most rigid surfaces with the right ink and mesh combination.
Tactile texture: The thick ink deposit creates a raised, premium hand feel that communicates quality in branded merchandise.
Cost efficiency at volume: Setup costs are fixed. At 50 or more pieces, screen printing is consistently the most economical method for designs with fewer than seven colours.
Eco-friendly options: Water-based and discharge inks reduce chemical output and produce a softer finish with lower environmental impact.
Screen Printing vs Other Printing Methods
The right method depends on your order size, design complexity, fabric, and budget. Here is how screen printing compares to the most common alternatives.

Screen Printing vs Heat Transfer
Heat transfer printing applies a pre-printed design to fabric using heat and pressure. It suits small batches and handles complex, multi-colour designs without screen setup cost. The trade-off is durability: heat-transferred prints are more prone to cracking and peeling over time, particularly at the edges. For orders of 50 or more pieces washed repeatedly, screen printing outlasts heat transfer in most real-world use cases.
Screen Printing vs Digital Printing (DTG)
Direct-to-garment printing uses inkjet technology to print directly onto fabric. It handles intricate, photographic, and full-colour designs with no minimum order. For small runs of complex designs, DTG is the better choice. At higher volumes on cotton with six colours or fewer, screen printing is more cost-efficient and typically more vibrant and durable.
Screen Printing vs DTF
DTF (direct-to-film) prints a design onto film and heat-transfers it to the garment. It works on any fabric including polyester and synthetics, with no minimum order. For mixed-fabric orders, small runs, or print-on-demand setups, DTF offers flexibility that screen printing cannot. At high volumes on cotton with repeating designs, screen printing wins on per-unit cost and wash durability.
Screen Printing vs Sublimation
Sublimation uses heat to bond dye permanently into the fabric fibre, producing vivid all-over prints with excellent durability on polyester. The constraint is fabric: sublimation only works on 100% polyester or polyester-coated surfaces. Screen printing handles cotton and most natural fibres, making it the more versatile option for standard corporate apparel.
Screen Printing vs Embroidery
Embroidery is stitched directly into the fabric, giving a premium, textured finish suited to small logos on polo shirts, caps, and jackets. Screen printing is more cost-effective at scale and handles larger, more detailed designs. For a left-chest logo on a corporate polo, embroidery wins on feel. For a full-front graphic on an event tee, screen printing wins on cost and design fidelity.
Is Screen Printing the Right Choice for You?
Screen printing is not the right method for every order, and choosing it when another method fits better costs you money. Use the two lists below to make the call quickly.
When Screen Printing is the Right Choice
Your order is 24 pieces or more
Your design uses 1 to 6 solid colours
The print needs to survive repeated washing and heavy daily use
Colour vibrancy on dark or coloured fabrics is a priority
You are running high volumes where per-unit cost needs to come down
When Screen Printing is Not the Right Choice
Your order is under 24 pieces and the setup cost cannot be spread effectively
Your design is photographic, gradient-heavy, or uses more than eight colours
You are printing on polyester, synthetic blends, or mixed-fabric orders
You need print-on-demand with no minimum order
A soft-hand finish without a raised feel is a design requirement
Conclusion
Screen printing earns its place because it does what other methods struggle to do at scale: vivid, durable colour at a per-unit cost that makes sense for production runs. For bold designs on cotton, orders of 50 pieces and above, and any situation where the print needs to hold up through regular use and washing, it remains the most reliable choice available.
Know your order size, your design, and your fabric before choosing a method. When those three things point to screen printing, work with a printer who can show you colour proofs, confirm their curing process, and advise on ink choice for your specific substrate. That conversation, before the screens are made, is where the quality of the final product is decided.
